1 ����
�댧�w������һ���Y��߶��ܼ������̸߶ȏ��s�ļӹ��^�̡��S���Ј���Ѹ�ٰlչ��IC���b���g��ˇҲ������Q���������·����ϵ�y��Ŀǰ���J�������s������ϵ�y����IC���b���aϵ�y���������������s�IJ��֣��������^�AƬ�����^�̶��ԣ���߀�������a�����ķֽ⡢�ϲ��ȵȆ��}��ĿǰIC���b���g���������ġ�С�ߴ硢���ٶȡ����ɶȷ���lչ�����͵ķ��b�OӋ�����b��ˇ�����b�O�䲻��ӿ�F��δ����꣬�댧�w���b�yԇ��I���R���ⲿ�h���ĸ���Ҳ���������ҡ��@�����a���Įa��ƽ������aӋ���c���Ƶ�����˸��ߵ�Ҫ���ң������·�����a������Ҫ����Y��Ͷ�룬��Ҫ�����O���ԭ���ϣ��ټ����O������a�������ڻ�ϮaƷ�����a���^���У���ˣ��ڼ����·������I�У���ΰ�����������aӋ��������O��������ʡ����͎����������ڣ��ͳɞ���һ���dz����y���^�̣���ͬ�rҲ�ɞ���I���C�丂�����ݵĘO�������ԵĹ����΄ա�
�댧�w�ļӹ��^����Ҫ�֞��IJ�����D1��ʾ�����AƬ������͙z�y��оƬ�ķ��b���yԇ�����ЈAƬ������͙z�yͨ�����Q��ǰ��������Ҫ�ӹ��^�̰������W��ϴ��ƽ���̡��x��ע�롢���ٳ��e/���������x���w/���W���g�ȣ��z�y��ĈAƬ���͵����b���yԇ�S�M�к������ļӹ�����Ҫ�ӹ��^�̰����NƬ���h���̻���������yԇ������������ճ�Y�ȣ�ǰ���ͺ������ļӹ�һ���ڲ�ͬ�Ĺ��S�M�С�
�댧�w�a�I�ڇ������^�����������a���Ƶ��о����٣����⌦ǰ���AƬ����S�����aӋ���c�����о����^���죬�������b�yԇ�S���о����٣�������Ӣ�ؠ��Ϻ�оƬ�M��Chipset�����S�ķ��b���yԇ���a����������܇�g������ϵ�y�M���о������Ԍ�ʩ��
2 ���S������ϵ�y�������^
��������܇�g���a��������Ҫ���֣�һ�õĎ������������ںܴ�̶�������܇�g�\��ˮƽ������߮a�����������a���ڡ���������ɱ�����֮��Ȼ��
������w������Ѓɴ�ϵ�y�����Ƅ�ʽ������ʽϵ�y���Ƅ�ʽϵ�y���������YԴӋ����Manufacture
Resource Planning��MRPII�������������yԇ���������A���ƶ�����ǰ�ڣ��ßo�������Ůa���������IӋ����Ͷ�����ϡ�
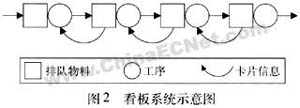
����ʽϵ�yͨ���п��壨Kanban�����Z�ǿ�Ƭ����˼��ϵ�y��CONWIP��CONstant
Work��In��Process��ϵ�y������Ͷ��������Ϣ���S���a������B�ĸ�׃�����f�ġ�����ϵ�y�DZ��V���J֪��һ�N����ʽϵ�y������ϵ�yʹ��һ��Ƭ��������ÿ�ɂ��ӹ����ĵĎ�棬ÿ�ɂ��ӹ����ĵĿ�Ƭ�������A�ȴ_���ģ���Ƭ����������攵����ϵ�y�п��Ď�汻�����ڿ�Ƭ�����ԃȣ�ֻ�Ю��ӹ�������������ϲ��ҳ����ڙ����a�Ŀ�Ƭ�����µ�������f���ģ���ԓ����������_ʼ���a���D1�ǿ���ϵ�yʾ��D��ÿ����Ƭ�ڙ��ϵ��������a�����ͽo�µ����������һ�͵ڶ��������g�Ŀ�Ƭ�ı����ܼӹ����������v����׃�ڙ��һ������ǰ�����Ͻ��ܹ���1�ļӹ������|�lԭ���ϵ�Ͷ�š�����ϵ�y���C���^�͵Ď�棬������ֻ���a������������ϣ������˲���Ҫ�����a������͜p���˷Ǽ����档
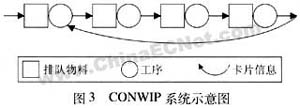
CONWIPϵ�y�ĺ����ǽ������a���Ď��ˮƽ�������H�����_����ԓˮƽ�r��ֹͣ����Ͷ���M��ϵ�y���҂��Q�@�N�f�h��CONWIP�������Ҏ��ֻ�Ю��Ƴ�Ʒ����ϵ�y�r���µ����ϲſ���Ͷ�룬�@��ϵ�y�п�������Ʒ���ӽ�һ����ֵ��CONstant������D2��ʾ��CONWIPϵ�y�]��Ҏ��ÿ�ɵ������g�Ŀ�Ƭ������ֻ��ϵ�y���������п�Ƭ�ڙ��r��Ҳ�����г�Ʒ�x�_ϵ�y�r�����ϾͿ���Ͷ���M��ϵ�y����������ϵ�y���ԣ�CONWIPϵ�y�����ƆΪ�����ǰ�����ϡ���ϵ�y�п��Ĕ����Ƕ����ģ�һ��ԭ�����ڙ��M��CONWIP"��ϻ��"����ϵ�y���������ӣ����ҕ����������Ȼ�ۼ���ƿ�i����ǰ�档
���`�C����CONWIPϵ�y�ṩ��һ�N��Ч���`��Ď�����������CONWIPϵ�y�Č�ʩ�܉�s�����a���ڣ��pС���a���ڲ���ƫ����͎��ˮƽ�����⣬CONWIPϵ�y߀���������еķ����Ժ����m���{���ͣ�Ȼ���ڰ댧�w���b�yԇ܇�g��ʩ������CONWIPϵ�y��Ҫ���]��Щ�����أ����挢�U��CONWIPϵ�y�ă��ݡ����ü���ʩ������
3 CONWIPϵ�y�ă���
CONWIPϵ�yͨ�^����Ͷ�ŵĿ���ʹ����܇�g������Ʒ��汣��һ������ˮƽ��Hopp��Spearmanָ��[2]���Ľ�ģ�Ƕȿ���CONWIPϵ�y����һ���]�h���ϵ�y��������ϵ�y�Ȳ����_�������ӡ�
���ȣ�����ʽϵ�y�������Ƅ�ʽϵ�y���ԣ��䃞�c���£�
��1�����ˮƽ����Ҳ������ʽϵ�y����Ͷ�ŵ��|�l�c����ֱ�^�ġ�����Ҋ�ģ����Ƅ�ʽϵ�y�µ����aӋ���Ǻ�δ��һ�Εr�g�ȵĮa�����P�ģ���ԓ�a�ܲ��Ǻ�ֱ�^�����ҕ��S���a���Č��r��B����׃�ģ�����A���ƶ���Ӌ�������Dz��ʴ_�ģ�
��2������ʽϵ�y���������ٵĎ���_����ͬ�Įa����
��3������ʽϵ�y���ˮƽ���ֵIJ��e����Ҫ���Ƅ�ʽϵ�yӋ��������Ͷ�Ų��e����С�öࣻ
��4�����l�����S�r������ʽϵ�y��������ǰ���a��
��Σ�CONWIPϵ�y����������ʽϵ�y�и������c��
��1��CONWIPϵ�y��ʩ���������㣬�������a��ֻ��Ҫ�O��һ��Ƭ��������ϵ�yÿ������ǰ��Ҫ�Oһ��Ƭ��
��2��CONWIPϵ�y�����m�������׃�ĮaƷƷ�N��
��3��CONWIPϵ�y�܉��m�����ڮaƷ��ͬ��C�����������ɵ����aƿ�iƯ�ƣ�������Ĺ��Ќ���֮һ���ǹ�������Ȼ�۽������Hƿ�i����ǰ�������Ď�攵����׃��
��4��CONWIPϵ�y�ܜp�p������ڄ��������ĉ������@�������`������a������ƶ��Q���ġ�
��ˣ�һ���OӋ���õ�CONWIPϵ�y���Ԝp�����a���ڼ��䲨�ӣ����͎��ɱ����p�p���a���ڄ��������ĉ������������a���ϵ��κ�׃���܉�����ݺ��`��������������������ڎ�潵�ͣ��|��ȱ�ݸ����ڱ�¶�z�y������
4 CONWIPϵ�y�IJ���
��ǰ����������ʽϵ�y�����Ƅ�ʽϵ�y�����������ɴ���ă��ݣ����ң��ںܶ���r�£�CONWIPϵ�y���ڿ���ϵ�y�������ڌ��H�����У��Еrһ��ϵ�y�m���@�����S����һ�����m����һ�����S����ô��Ξ�һ�����S�x��һ���m������Ʒ������ϵ�y�أ�Ҫ�ش��@�����}���҂�Ҫ���]�ܶ����أ��磺
�aƷƷ�N�Y������׃���l�ʣ�
���a�����к����؏͵ļӹ�·��߀���ж�N�ӹ�·����
���a���ɿ��Ժ͙C�������l�ʸߵͣ�
���a����ƿ�i���ٺ�ƿ�iƯ����r��
ԭ���Ϻ��㲿�������̵Ľ�؛�r�g��
���S�ڄ����������`���ԡ�
�����@Щ���}���҂���Ӣ�ؠ��Ϻ����b�yԇ�S�M�з�����ԇ�D����һ���m��ԓ���S�Ď�����ϵ�y��ԓ�S���a������ʮ�������M�ɣ�ijЩ�P�I����C�������y���A�y���aƷƷ�Nͨ���Ў�ʮ�N���ж��l�ӹ�·����ÿ�N�aƷÿ������������׃��������ÿ�N�aƷ��ƿ�i�ֲ���ͬ�����a���ж���ƿ�i�����������OӋ���f��ƿ�i����Ư�ƣ������OӋ�a�ܣ����a��ͨ����250��300�_�C���M�ɣ����ÿ���C�_�IJ��������ܱ��C�κΕr�g����λ��
���]�@Щ�����Լ��C��ǰ��ķ�����CONWIPϵ�y�ȿ�����������Ƅ�ʽϵ�y���m�ϰ댧�w���b�yԇ���S܇�g�����ƣ����磬���ڿ�Ƭ�O�õĆ��}������ϵ�y���m��ԓ���S��Ʒ�N��ӹ�·��������h������CONWIPϵ�y�s�ܺܺõ��m���@һ�l�����C���IJ������Ժ�����ƿ�i��Ư��Ҳ�oMRP�Ƅ�ʽϵ�y�����aӋ�������韩����Ɏ���^�������CONWIPϵ�y�s�ܸ������a���F���`��ؑ�����CONWIPϵ�y߀��������ǰ���aһ���Ď�������a���e�ã�������ϵ�yȱ���@�ӵęC���ԡ�
5 CONWIPϵ�y�˜ʎ�攵�����y
CONWIPϵ�y��������������Ʒ�����Ʒ����������΄����O�ؘʎ��ˮƽ������ͬ�r�M��a�������a���ڵ�Ŀ��Ҫ��Ŀǰ�ж�N�����@ȡԓ�˜ʎ��ˮƽ����Ӌ��C����������㷨��Ȼ�����ˮƽ�������a���Ʋ��Ƿdz����У�ֻҪ���ˮƽ�����_���A�ڮa�������ֲ��Ǻܸߣ����aϵ�y�͕��\�����ã����y�˜ʎ��ˮƽ�����Ч�����Ԛvʷ�yӋ����������ʼ�c���҂����ԏ�һ���ӹ�������������a���_ʼ������҂��x�������ӹ�·������CONWIPϵ�y�]�h�^�g�����ȴ_��һ�����е����a���ڣ�CT���͆�λ�r�g�a������ƿ�i����Ć�λ�r�g�a��RB��Ȼ��������ؠ����t��Little's
law��Ӌ��˜ʎ��ˮƽ��Standard WIP Level����
WIP��Rb��CT
ԓӋ��Y������������ʼ���ˮƽ�������S�r�g��u��ӆ�{���������r�µ����a���ڣ�CT�����ڹ����ӹ��r�g���]�й�����ꠕr�g�����H���@�Dz����ܵģ����ÿ������ÿ���C�_�Įa�������������y���Cһ�������x�_һ������r���ϵ�����Ĺ������õ��_����˿���һ�������Ĵ��ӹ������ȴ��ڹ�λǰ����C��ͣ�����ϡ���˼ӹ�����ͨ���������ӹ��r�g����꠵ȴ��r�g��ͨ������һ�l���a�����Ƅ�ʽϵ�y�D׃��CONWIP����ʽϵ�y�r���҂�����̫���^��Ӌ���a���ڣ�����@�ӕ�������ʼ���ˮƽ̫�Ͷ���KӰ�ϵ�y�a����
CONWIPϵ�y��Ƭ����ʽ�����nj��w��Ƭ����ÿ�����a���γ��d��Ҳ����Ҳ�������Ϣ���������a����Ӌ��C�ȣ�Ӌ��C���r�@ʾ���a�����Ў��λ�á���������̖����Ϣ�����aһ���ˆT�����A���Ę˜ʎ��ˮƽ��Q������Ͷ�ź����a���Ŀ��ƣ����a�������Č��r�O�؎����r������ƫ��r�o��m��ָ�
6 CONWIPϵ�y���ܱ��F
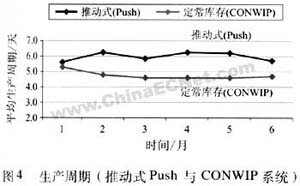
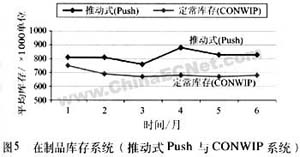
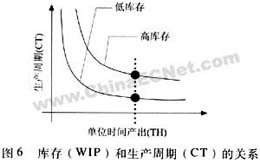
CONWIPϵ�y�����M�c���������@������܇�g���a���ں͎��ˮƽ���D4�@ʾ������CONWIPϵ�y�����a�����������Ƚ�����20�������ͬ�ӽ�����16������D5��ʾ��
CONWIPϵ�y���������a���������YԴ�ă������������S���ϰ���Ҏ�����ɵ����ӣ��@Щ������ԓϵ�y�������еă�Խ�ԛQ���ġ�
��֮��CONWIPϵ�y���H����܇�g���a���ں͎��ˮƽ�����ҕ��o܇�g���I�����a���Ǝ����`���ԡ�
7 ��������Ʒ���ˮƽ
���a���ں͎��ˮƽ������һ���Ҫ�����a����ָ�ˣ�һ�õĎ��ˮƽϵ�y�Լ��͎��ˮƽ���Ԏ����ܶ��̎�����ȣ��_���Ę˜ʎ��ˮƽ������Ч��������Ͷ�ţ�ӆ�Ε��rͣ���ڼ��϶�������܇�g��@�ӿ��Ԝp��ռ�Ì��F��܇�g���g���p���|��ȱ�ݺͷ������M������ֱ��Ч�棬��Σ��͎��ˮƽ�����ؿs�����a���ڣ���D5��ʾ���@�Ƿ������ؠ����t��
�҂����Բ�ȡ���в��E�팍ʩ���͎����^�̣�
��1�����Ȍ�ʩ�������ؠ����tӋ����˜ʎ��ˮƽ��
��2���ɼ��������O��ʹ���ʲ��Ҵ_�Jʹ������ߵĹ���
��3���ɼ�������������ꠕr�g���Ҵ_�J��ꠕr�g���L�Ĺ���
��4���_ʼ�����O��ʹ���������ꠕr�g���L�Ĺ���Ď��ˮƽ���M���_����������ϵ�y���ˮƽ��Ŀ�ģ�
��5�����ز��E��2���؏�ԓ����ֱ�����A���a����Ӱ푞�ֹ��
�ٴ΅����D5��ԓ܇�g����CONWIPϵ�y��ĵ�һ����ƽ������Ʒ�����750��103�MоƬ��ͨ�^�������p���ͬ�r�^�쌦�a����Ӱ푣��ڶ��������690��103�M���S����Ă��·�����680��103�MоƬ��
8 �YՓ
���ˣ��҂��������^��CONWIPϵ�y�Ϳ���ϵ�y���Ƅ�ʽ�ă��ӣ�CONWIPϵ�y�ڰ댧�w���b�yԇ܇�g��������ϵ�y���m���ԣ�߀�Mһ���U�������ӌ�ʩCONWIPϵ�y�Լ�������M�IJ��ԡ��@Щ�����đ��ö��Ɍ��H�Y������C�����C������Ч���ɿ��ġ�
�� |